
SLIDE 1
18TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS
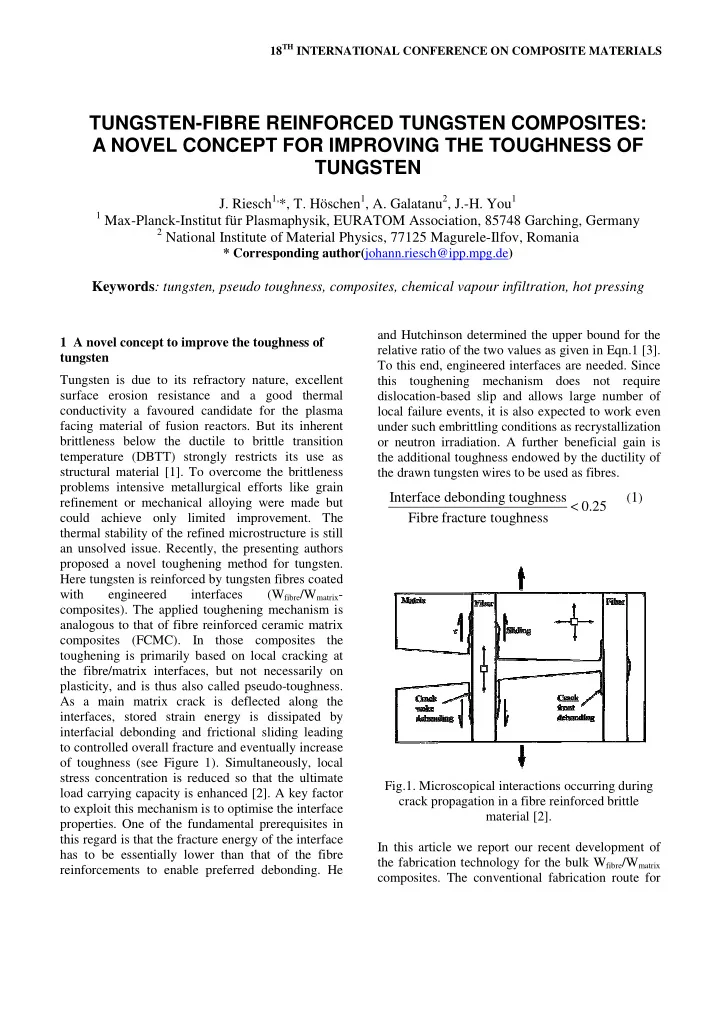
1 A novel concept to improve the toughness of tungsten Tungsten is due to its refractory nature, excellent surface erosion resistance and a good thermal conductivity a favoured candidate for the plasma facing material of fusion reactors. But its inherent brittleness below the ductile to brittle transition temperature (DBTT) strongly restricts its use as structural material [1]. To overcome the brittleness problems intensive metallurgical efforts like grain refinement or mechanical alloying were made but could achieve only limited improvement. The thermal stability of the refined microstructure is still an unsolved issue. Recently, the presenting authors proposed a novel toughening method for tungsten. Here tungsten is reinforced by tungsten fibres coated with engineered interfaces (Wfibre/Wmatrix- composites). The applied toughening mechanism is analogous to that of fibre reinforced ceramic matrix composites (FCMC). In those composites the toughening is primarily based on local cracking at the fibre/matrix interfaces, but not necessarily on plasticity, and is thus also called pseudo-toughness. As a main matrix crack is deflected along the interfaces, stored strain energy is dissipated by interfacial debonding and frictional sliding leading to controlled overall fracture and eventually increase
- f toughness (see Figure 1). Simultaneously, local
stress concentration is reduced so that the ultimate load carrying capacity is enhanced [2]. A key factor to exploit this mechanism is to optimise the interface
- properties. One of the fundamental prerequisites in
this regard is that the fracture energy of the interface has to be essentially lower than that of the fibre reinforcements to enable preferred debonding. He and Hutchinson determined the upper bound for the relative ratio of the two values as given in Eqn.1 [3]. To this end, engineered interfaces are needed. Since this toughening mechanism does not require dislocation-based slip and allows large number of local failure events, it is also expected to work even under such embrittling conditions as recrystallization
- r neutron irradiation. A further beneficial gain is
the additional toughness endowed by the ductility of the drawn tungsten wires to be used as fibres.
25 . toughness fracture Fibre toughness debonding Interface <
(1) Fig.1. Microscopical interactions occurring during crack propagation in a fibre reinforced brittle material [2]. In this article we report our recent development of the fabrication technology for the bulk Wfibre/Wmatrix
- composites. The conventional fabrication route for
TUNGSTEN-FIBRE REINFORCED TUNGSTEN COMPOSITES: A NOVEL CONCEPT FOR IMPROVING THE TOUGHNESS OF TUNGSTEN
- J. Riesch1,*, T. Höschen1, A. Galatanu2, J.-H. You1