
SLIDE 1
18TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS
1 General Introduction Continuous fiber thermoplastic composites have been introduced as structural materials for aerospace and automotive applications [1, 2, 3]. Thermoplastics are characterized by their plasticity at high temperature and their rigidity after forming. In recent years, a large number of manufacturing processes have been developed while existing ones were modified in order to obtain a high quality
- process. The stamp forming process is generally
chosen to process consolidated composite plates [4], consolidation, including void reduction and elimination, appears to be an important step before forming. During forming of a pre-consolidated laminate, the individual plies slide over each other to avoid wrinkling [4 ,5, 6, 7, 8, 9]. The constraints imposed by friction between subsequent plies and between the laminate and the tools are major factor in the laminate deformations generated during composite forming. In this work, a model was developed that predicts the friction between subsequent plies. The model is based on the Reynolds’ equation for thin film lubrication and assumes hydrodynamic lubrication
- n a meso-mechanical level.
1.1 Review Various studies have been performed on interply friction of woven-fabric composites [6, 10]. Some studies showed that the friction coefficient is related to the Hersey number, H, which is function of viscosity, , velocity, U, and normal force, N.
U H N η =
(1)
Another approach was presented by Akkerman and
- al. [9] that predicts friction between thermoplastic
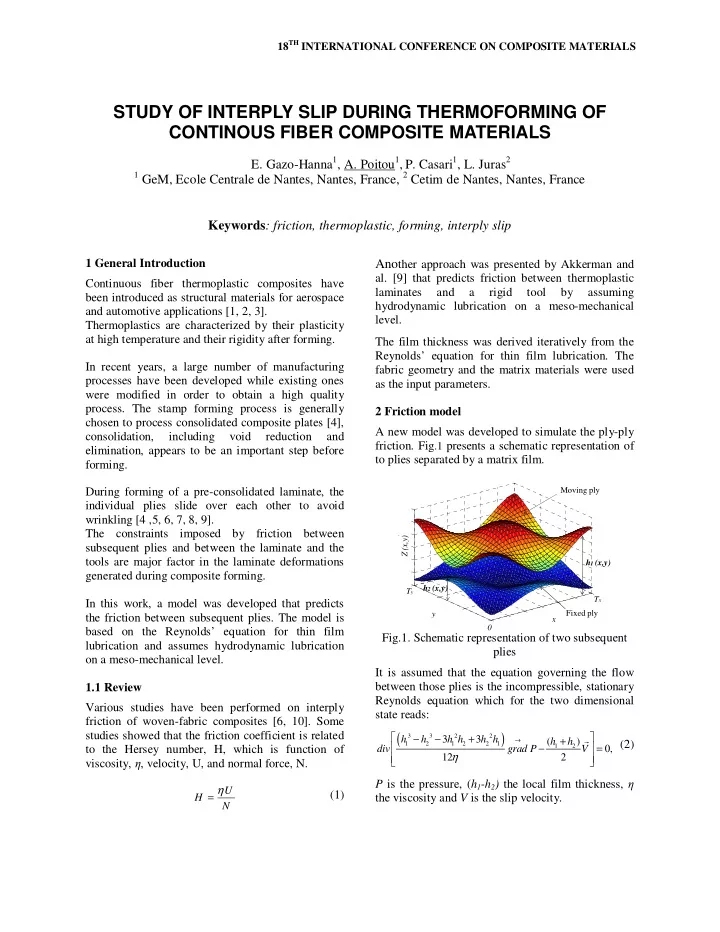
laminates and a rigid tool by assuming hydrodynamic lubrication on a meso-mechanical level. The film thickness was derived iteratively from the Reynolds’ equation for thin film lubrication. The fabric geometry and the matrix materials were used as the input parameters. 2 Friction model A new model was developed to simulate the ply-ply
- friction. Fig.1 presents a schematic representation of
to plies separated by a matrix film. Fig.1. Schematic representation of two subsequent plies It is assumed that the equation governing the flow between those plies is the incompressible, stationary Reynolds equation which for the two dimensional state reads:
( )
3 3 2 2 1 2 1 2 2 1 1 2
3 3 ( ) 0, 12 2 h h h h h h h h div grad P V η
→
- −
− + +
- −
=
- (2)
P is the pressure, (h1-h2) the local film thickness, the viscosity and V is the slip velocity.
1 2 3 4 5 6 2 4 6 0.4 0.6 0.8 1 1.2 1.4 1.6 x 10
- 3
x (cm) y (cm) Z(x,y) (cm)
Z (x,y) y x Tx Ty h2 (x,y) h1 (x,y) Moving ply Fixed ply
STUDY OF INTERPLY SLIP DURING THERMOFORMING OF CONTINOUS FIBER COMPOSITE MATERIALS
- E. Gazo-Hanna1, A. Poitou1, P. Casari1, L. Juras2
1 GeM, Ecole Centrale de Nantes, Nantes, France, 2 Cetim de Nantes, Nantes, France