SLIDE 8 Equipment Design N S W D P I
Destructive Test Results
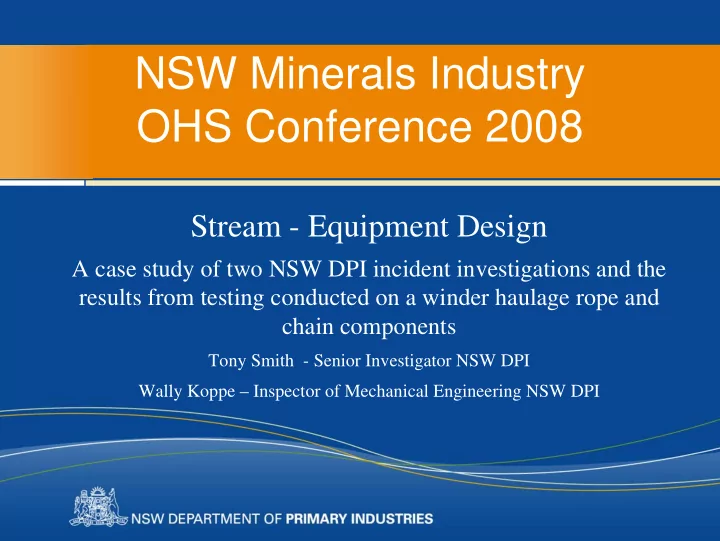
Wyee Colliery M&M Drift Rope Destructive Test Points INCIDENT 6 May 1999
200 400 600 800 1000 1200 1400 1600 1800 2000
4
6 2 5 6 2 5 6 9 7 3 7 3 7 6 5 7 7 8 7 7 8 7 8 8 8 4 8 5 5 8 7 8 5 5 8 9 1 9 2 9 1 1 9 1 3 9 1 6 9 3 8 9 4 1 9 4 1 9 5 4 9 7 6 9 8 3 1 8 Location from drum end to ramp end in metres (Not to linear scale) 0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100% 110% KN Breaking Strength % of New Rope Strength Side Rollers Rope Brake Tommy Dodd Roller Steel Sleepers - most worn Steel Sleepers - least worn BHP recorder start Ramp End
Track end ref 801= capel point 991+ train length 17 = 1008m
New rope minimum breaking load 1828 kN (BHP Ropes Certificates) KN Breaking Strength % of new rope strength