
SLIDE 1
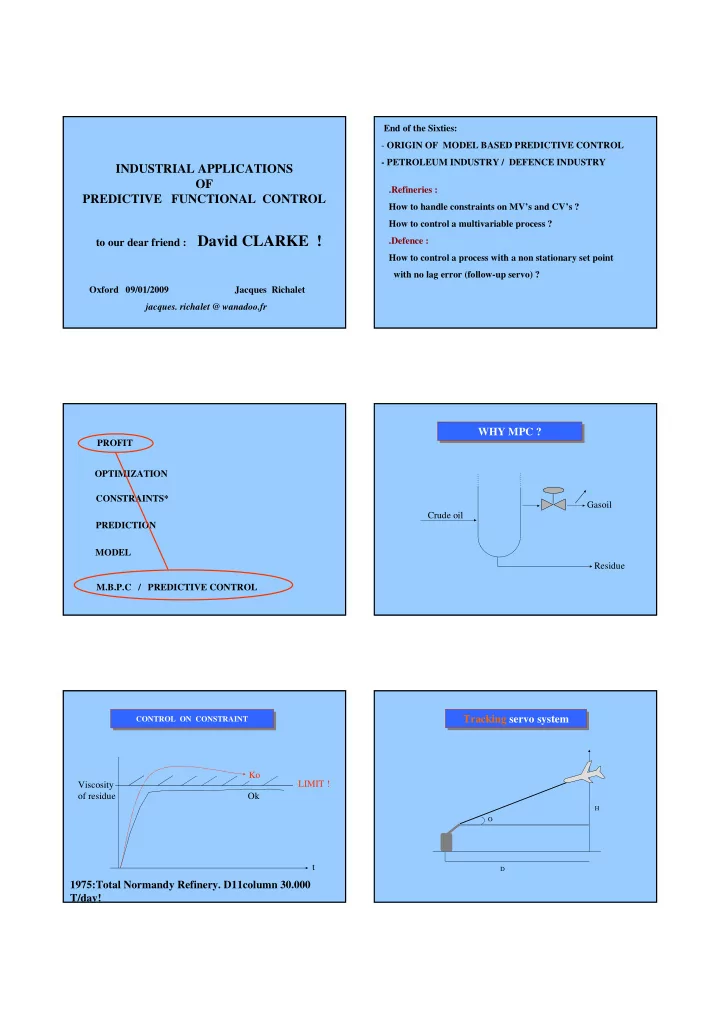
INDUSTRIAL APPLICATIONS OF PREDICTIVE FUNCTIONAL CONTROL
to our dear friend : David CLARKE !
Oxford 09/01/2009 Jacques Richalet
- jacques. richalet @ wanadoo.fr
End of the Sixties:
- ORIGIN OF MODEL BASED PREDICTIVE CONTROL
- PETROLEUM INDUSTRY / DEFENCE INDUSTRY
.Refineries : How to handle constraints on MV’s and CV’s ? How to control a multivariable process ? .Defence : How to control a process with a non stationary set point with no lag error (follow-up servo) ? PROFIT OPTIMIZATION CONSTRAINTS* PREDICTION MODEL M.B.P.C / PREDICTIVE CONTROL
WHY MPC ? WHY MPC ?
Gasoil Residue Crude oil
CONTROL ON CONSTRAINT CONTROL ON CONSTRAINT
Viscosity
- f residue
LIMIT ! t Ko Ok
1975:Total Normandy Refinery. D11column 30.000 T/day!
O D H