
SLIDE 1
1
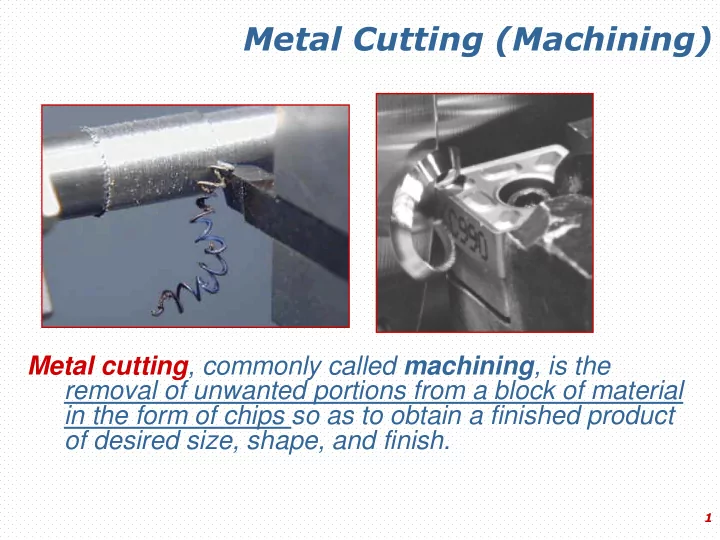
Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product
- f desired size, shape, and finish.