
SLIDE 1
Construction Products – Comparison of Binder Types
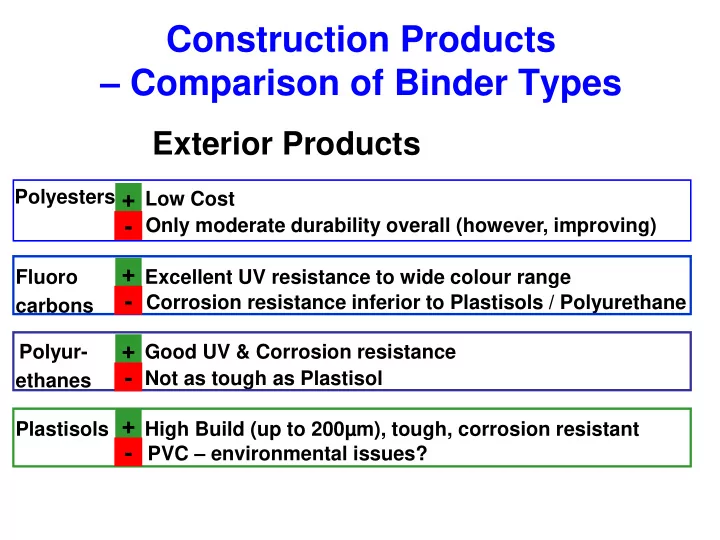
Exterior Products
Plastisols Fluoro carbons Polyur- ethanes Polyesters High Build (up to 200µm), tough, corrosion resistant PVC – environmental issues? Excellent UV resistance to wide colour range Corrosion resistance inferior to Plastisols / Polyurethane Good UV & Corrosion resistance Not as tough as Plastisol Low Cost
+
- Only moderate durability overall (however, improving)
+
- +
- +