
SLIDE 1
- S. Prat
- S. Prat
TTC Meeting TTC Meeting FNAL 23 FNAL 23-
- 26 April 2007
26 April 2007 1 1
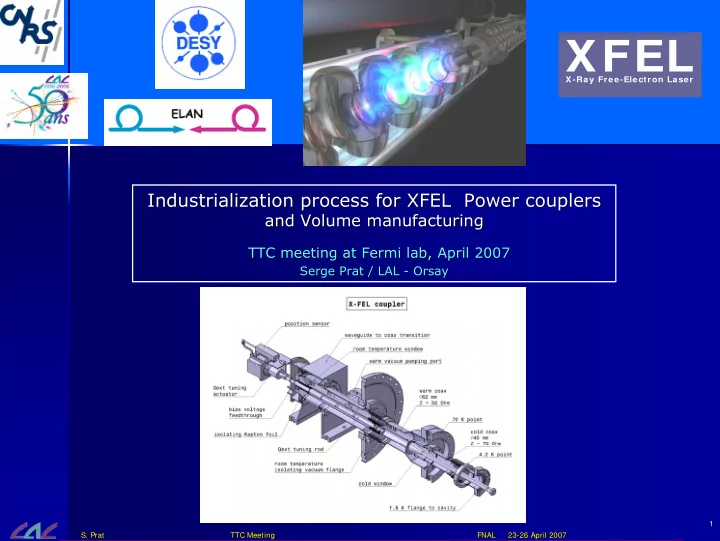
Industrialization process for XFEL Power couplers Industrialization process for XFEL Power couplers
and Volume manufacturing and Volume manufacturing
TTC meeting at Fermi lab, April 2007 TTC meeting at Fermi lab, April 2007
Serge Prat / LAL Serge Prat / LAL -
- Orsay
Orsay
XFEL
X-Ray Free-Electron Laser