
SLIDE 1
Separation of Ethanol and Water with Extractive Distillation David LaJambe
Ethanol-Water Systems
- Maximum purity from regular
distillation limited by low-boiling azeotrope to 90 mole% ethanol
- Fuel grade ethanol requires 98.7
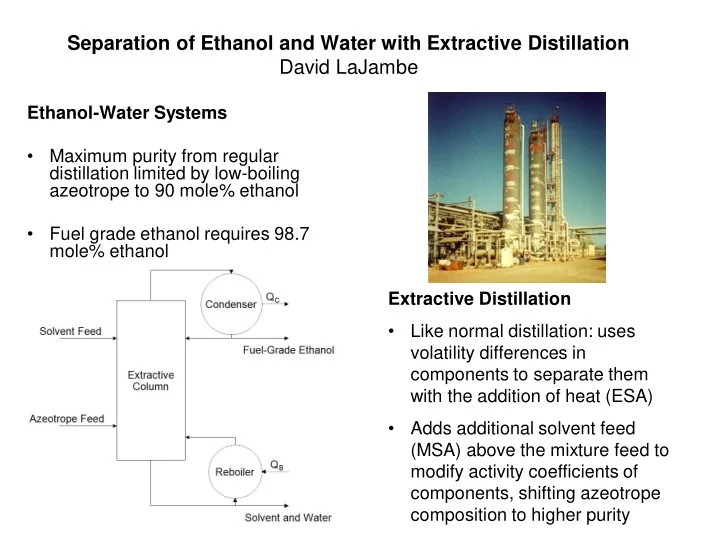
mole% ethanol Extractive Distillation
- Like normal distillation: uses
volatility differences in components to separate them with the addition of heat (ESA)
- Adds additional solvent feed
(MSA) above the mixture feed to modify activity coefficients of components, shifting azeotrope composition to higher purity