
SLIDE 1
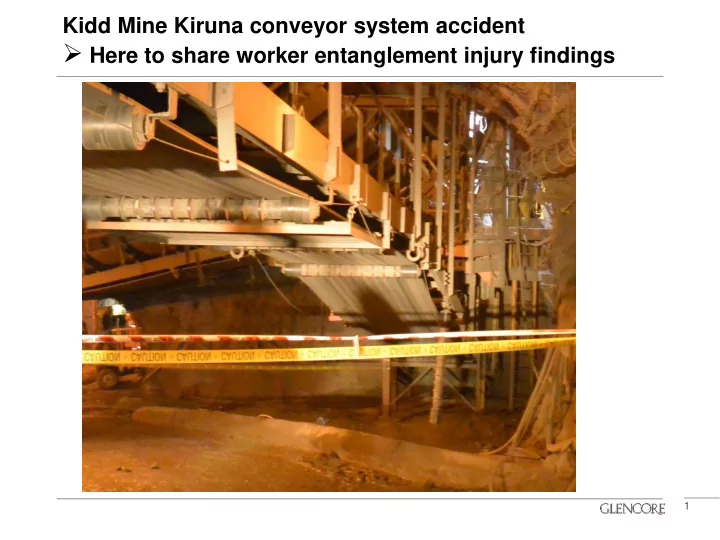
Kidd Mine Kiruna conveyor system accident
- Here to share worker entanglement injury findings
1
Lessons Learned Worker Entanglement with Conveyor Kidd Operations - - PowerPoint PPT Presentation
Kidd Mine Kiruna conveyor system accident Here to share worker entanglement injury findings 1 Lessons Learned Worker Entanglement with Conveyor Kidd Operations Incident Description: A tradesperson was performing a visual inspection of a
Kidd Mine Kiruna conveyor system accident
1
Lessons Learned
Worker Entanglement with Conveyor Incident Description:
A tradesperson was performing a visual inspection
sight line to further inspect the roller. While focusing
He instinctively spread his arms out at which point his right hand was drawn into the pinch point between a return roller and the conveyor belt.
Direct Cause:
close proximity to an unguarded roller of an
Contributing Causes or Key Factors:
tolerance.
impacted the understanding of the Kidd standard
Key learning from the incident that could be applied at other sites:
1. Workers should be trained to properly Recognize Assess and Control hazards. 2. Emergency stop devices (pull cords) are mitigating devices and are not guards that will prevent incidents. 3. Inspection checklists shall include specific instruction related to managing the hazard associated with the task. 4. Material changes to standards or procedures need to follow a change management process that ensures those effected understand.
2 Kidd Operations
Lessons Learned
Worker Entanglement with Conveyor Incident Description:
A tradesperson was performing a visual inspection of a conveyor system when he noticed a vibrating roller. He stepped up onto a curb to improve his sight line to further inspect the roller. While focusing on the roller, he lost his balance and fell forward. He instinctively spread his arms out at which point his right hand was drawn into the pinch point between a return roller and the conveyor belt.
Direct Cause:
1. Worker stood on a narrow curb placing himself in close proximity to an unguarded roller of an operating conveyor.
Contributing Causes or Key Factors:
1.Kidd standard that states pinch points are required to be guarded below 2.4 m (8’) was not effectively delivered to the workforce. 2.Limited hazard mitigation controls in the work instruction. In the absence of specific controls the worker applied controls based on his level of risk tolerance. 3.Compliance to the regulatory requirements has led to a false assumption that existing controls such as the pull cord were sufficient.
Key learning from the incident that could be applied at other sites:
1. Workers should be trained to properly Recognize Assess and Control hazards. 2. Emergency stop devices (pull cords) are mitigating devices and are not guards that will prevent incidents. 3. Inspection checklists shall include specific instruction related to managing the hazard associated with the task. 4. Material changes to standards or procedures need to follow a change management process that ensures those effected understand.
3 Kidd Operations
Lessons Learned
Worker Entanglement with Conveyor Incident Description:
A tradesperson was performing a visual inspection of a conveyor system when he noticed a vibrating roller. He stepped up onto a curb to improve his sight line to further inspect the roller. While focusing on the roller, he lost his balance and fell forward. He instinctively spread his arms out at which point his right hand was drawn into the pinch point between a return roller and the conveyor belt.
Direct Cause:
1. Worker stood on a narrow curb placing himself in close proximity to an unguarded roller of an operating conveyor.
Contributing Causes or Key Factors:
tolerance.
impacted the understanding of the Kidd standard
Key learning from the incident that could be applied at other sites:
those effected understand.
4 Kidd Operations
Ideas expanded in following slides
Key learning from the incident
5
have knowledge of critical controls.
There have been a number of efforts made at the mine through the years to help build an understanding for risk management. Some examples include:
Our current approach is RAC: Limitations: Without the ability to recognize > there is no assess and control Without proper assessment > there is no effective control
Our challenge is to reduce risk tolerance of the workers to a level acceptable to the company.
to be acceptable but do not intervene to question the action (IRS!)
Key learning from the incident
6
Worker choose to climb up on narrow curb to investigate a vibrating roller. He was comfortable being inches away from the return roller with the conveyor running empty (RAC failure?)
Key learning from the incident
7
prevent incidents.
The pull cord on conveyors is an ‘after the fact device’ As any injured worker can attest to --- Most experiences are that it takes a split second to get in a very bad way Ineffective guards or controls can potentially increase the level of a hazard because they can draw the worker closer to the hazard with a false impression of safety
Key learning from the incident
8
Field survey of existing guard deficiencies followed the training on the new standard for guarding was heavily influenced by people assuming the height requirement didn’t apply to conveyors
Why we didn’t evolve with our new standard….
Key learning from the incident
9
hazard associated with the task.
Work instructions for preventive maintenance (PM) work tend to focus on specifics of what components are to be inspected. This leaves the decision up to the worker to decide how to manage the risk associated with the activity. Supervisors need to review job hazards for PMs, to include specific instructions on how the hazards are to be managed. < In this case, the conveyor needs to be shutdown and locked out before approaching the pinch point. Kiruna system been in use for 10+ years, inspected weekly with no reported incidents. Complacency naturally develops > Work instructions support expectations on behaviour to fight complacency
Key learning from the incident
10
management process that ensures those effected understand.
Document management processes need to ensure consistency on communication based
with all crews for critical control procedures. Safeguarding documents were not effectively presented to our departments and the section
improve the message
What other hazards are out there with ineffective controls?
11
Actions to close the loop in the field:
Whenever teams are involved, pre-work discussions need to take place to review the job steps, roles & responsibilities, and management of change a) Key for the meeting to take place in a quiet area which supports focus on the
b) Whenever the task shifts from initial plan, the team discussion must be redone to determine if new hazards are uncontrolled.
Peer to Peer Job Spot Observations encourage opportunities for questioning current practices. < Too often workers are silent in observing poor choices made by others Job Task Observations by the supervisor confirms if safe work instructions match actual work conditions. The ability to recognize hazards and to perform good assessments is critical to implementing effective controls as every hazard cannot be pre-identified
Thanks for your attention!
12