
SLIDE 1
1
Drilling Drilling is a widely used manufacturing process for hole - - PowerPoint PPT Presentation
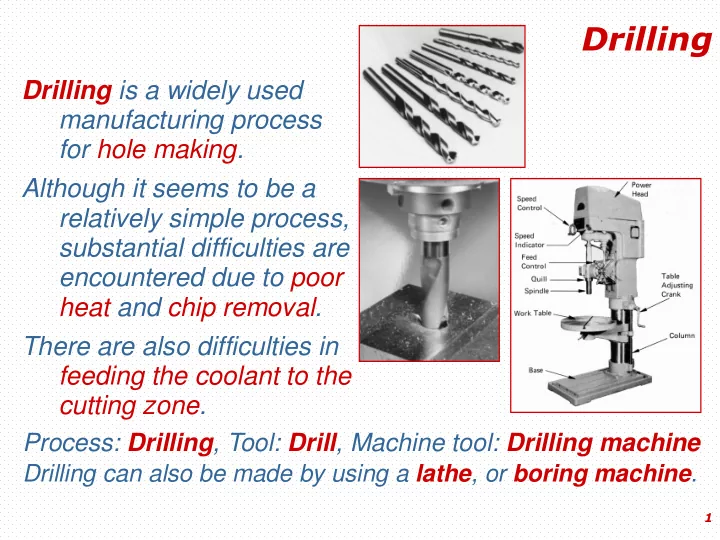
Drilling Drilling is a widely used manufacturing process for hole making. Although it seems to be a relatively simple process, substantial difficulties are encountered due to poor heat and chip removal. There are also difficulties in
1
2
3
4
5
6
7
8
9
10
11
12
13
Boring cutters
14
1 - 2° because of drill deflection Enlarge the hole by boring Desired hole diameter
15
16
17
18
19
Jig Vise
20
21
Jig for drilling
22
23
Fixture Workpiece
24
25
26
Plain Bench Type Drilling Machine Sensitive Bench Type Drilling Machine
27
28
29
30
n : Plain n + n : Semiunivesal n + n+ n : Universal
31
32
33
34
Approach, a Overtravel, o Hole depth, h
2 d
35