SLIDE 13
- W. Singer. DESY Experiences in Hydroforming. Hydroforming Workshop, September 1, 2010, FNAL, USA
1 0 0 .0 0 0 .0 0 2 0 .0 0 4 0 .0 0 6 0 .0 0 8 0 .0 0 2 5 3 6 1 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0 1 2 0 0 1 4 0 0 1 6 0 0 1 8 0 0 2 0 0 0 2 2 0 0 2 4 0 0 0 . e n d 1 0 0 0 .5 0 2 8 .5 7 b e g 3 9 9 .3 7 1 8 .2 7
gr1
6 5 .0 4 1 .7 4 5 .0 4 7 .5 5 0 .0 5 2 .5 5 5 .0 5 7 .5 6 0 .0 6 2 .5 2 5 .8
2 .0 4 .0 6 .0 8 .0 1 0 .0 1 2 .0 1 4 .0 1 6 .0 1 8 .0 2 0 .0 2 2 .0 2 4 .0 m e a s c a lc u C u r 1 1 .6 9 5 0 .5 4
gr2 Init. Load Save Zero Stop Reset Cut Load Dcalc. Show data Save Dcalc.
0.5
P in tube
8Feb2000
Date
2:20
Time
D :\ 1 c e ll h yd ro fo rm in g \ D a ta \ N io b iu m D 8 3 m m P r1 .sto
Path Niobium 137*83.0*2.6mm. L0=51.6. Drossel=300, kran on -8, kran off 135. Niobium tube Pr1. During of hydroforming (18-6mm of length) the shape was conical, dD=5mm). Smooth surface, inside and outside. Calibrated at 560bar. Thickness at equator =2.2mm.
C o m m e n ta ry
P in cylinder y1 Length x2 Radius y2
25.76
Length, mm
0 .8 4 .3 2 5 .8 4 1 .7 3 .1 2 .8 4 .6 2 5 .8 4 1 .7 3 .1
Data PROCESS START
5 2 2 6 6 8 t0 1 4 .9 P ze ro 7 2 .1 6 L ze ro 2 4 .7 0 6 5 .0 0 2 4 .1 7 7 0 .5 0 2 3 .6 5 7 5 .5 0 2 3 .1 2 8 3 .5 0 2 2 .0 7 9 0 .0 0 2 1 .0 2 9 7 .5 0 1 8 .9 2 0 1 .5 0 1 6 .8 2 0 4 .0 0 1 4 .7 1 0 6 .5 0 1 2 .6 1 0 7 .0 0 1 0 .5 1 0 6 .0 0 8 .4 1 0 5 .0 0 6 .3 1 0 3 .0 0 4 .2 0 0 1 .0 0 2 .1 0 9 9 .0 0 0 .0 0 0 .0 0 0 .0 0 0 .0 0 0 .0 0 0 .0 0 2 5 .7 5 4 2 .0 0 2 5 .2 2 5 6 .5 0 D c a lc
41.70
Radius, mm
1 0 7 .8 0 .0 2 0 .0 4 0 .0 6 0 .0 8 0 .0 1 0 0 .0 2 5 .8
2 .0 4 .0 6 .0 8 .0 1 0 .0 1 2 .0 1 4 .0 1 6 .0 1 8 .0 2 0 .0 2 2 .0 2 4 .0 m e a s c a lc u C u r 1 8 .9 2 9 7 .5 0
gr3 P in tube y3 Length x3
41.70
R 1
41.70
R 2
0.00
d R
93.6
Pstab
0.10
dL
25.66
L teor
4.4
Pcylinder
P c ylze ro
0.80 Pscale
170
P tu b e m a x
130
P c yl m a x 4 1 .7 5 R te o r 0 .9 4
K Pstart
0 .9 9 K P sta b 5 0 0 0 T p a u se , m se c 0 .0 d P c o r.% T im e P tu b e L , m m R ,m m P c yl
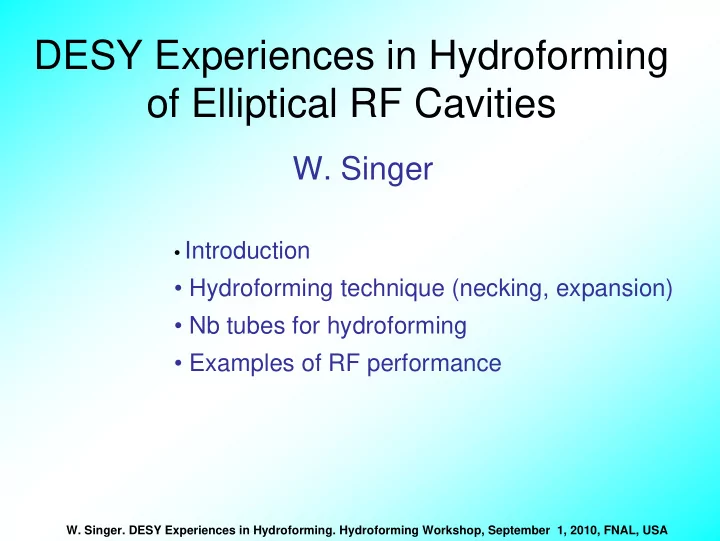
FEM Simulation
hydroforming
Pressure-axial displacement Radius-axial displacement
PC control allows reproducibly repeat the forming parameters
Front panel of the software for hydroforming - machine