
SLIDE 1
Executive Summary
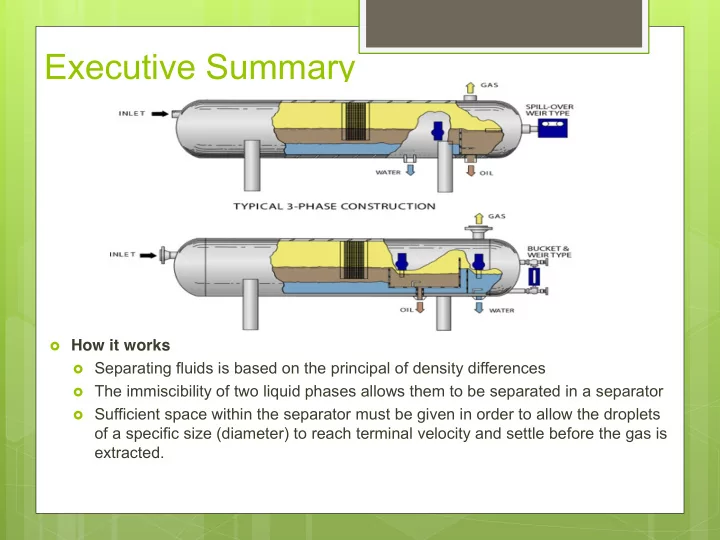
How it works Separating fluids is based on the principal of density differences The immiscibility of two liquid phases allows them to be separated in a separator Sufficient space within the separator must be given in order to allow the droplets
- f a specific size (diameter) to reach terminal velocity and settle before the gas is
extracted.