
SLIDE 1
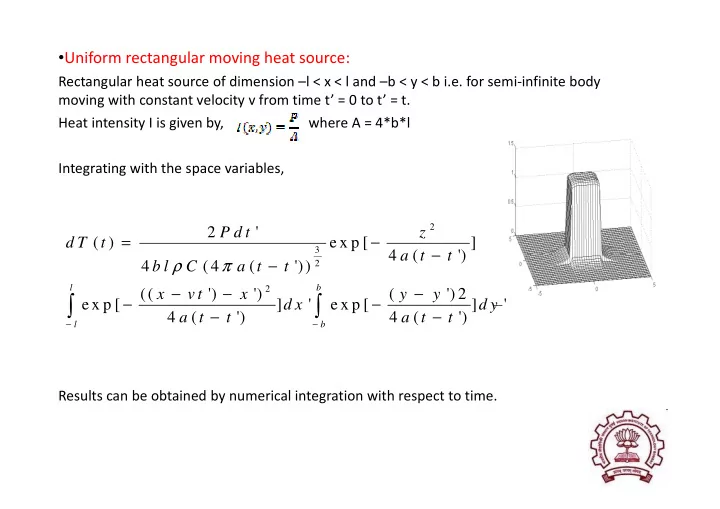
- Uniform rectangular moving heat source:
Rectangular heat source of dimension –l < x < l and –b < y < b i.e. for semi-infinite body moving with constant velocity v from time t’ = 0 to t’ = t. Heat intensity I is given by, where A = 4*b*l Integrating with the space variables,
2 3
2 ' ( ) e x p [ ] 4 ( ') P d t z d T t a t t = − −
Results can be obtained by numerical integration with respect to time.
3 2 2
4 ( ') 4 ( 4 ( ')) (( ') ') ( ') 2 e x p [ ] ' e x p [ ] ' 4 ( ') 4 ( ')
l b l b
a t t b l C a t t x v t x y y d x d y a t t a t t ρ π
− −
− − − − − − − − −