
10/3/2011 Pertegato Ing. Giancarlo 1
Feasibility studies and preliminary factory design
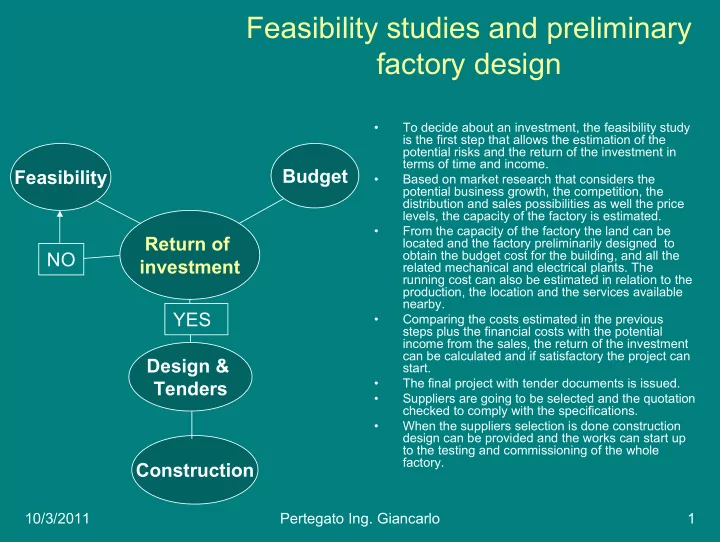
- To decide about an investment, the feasibility study
is the first step that allows the estimation of the potential risks and the return of the investment in terms of time and income.
- Based on market research that considers the
potential business growth, the competition, the distribution and sales possibilities as well the price levels, the capacity of the factory is estimated.
- From the capacity of the factory the land can be
located and the factory preliminarily designed to
- btain the budget cost for the building, and all the
related mechanical and electrical plants. The running cost can also be estimated in relation to the production, the location and the services available nearby.
- Comparing the costs estimated in the previous
steps plus the financial costs with the potential income from the sales, the return of the investment can be calculated and if satisfactory the project can start.
- The final project with tender documents is issued.
- Suppliers are going to be selected and the quotation
checked to comply with the specifications.
- When the suppliers selection is done construction
design can be provided and the works can start up to the testing and commissioning of the whole factory.
Return of investment Feasibility Budget Design & Tenders Construction YES NO